

电饭煲内胆智能冲压生产线
凭借我司集冲压模具、机器人、系统集成“交钥匙”服务优势,提供一套适合电饭煲从原材料片料经伺服片料机实现自动抹油、拉伸上料,再经摆臂机器人柔性连线多道冲压成形设备,最后经码垛机器人完成堆码,全自动化、无人化智能机器人生产线。
探索更多 ➤


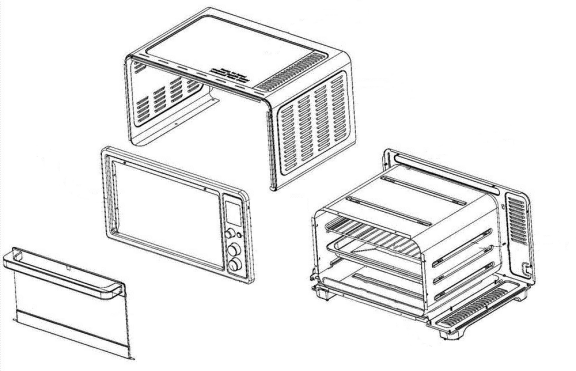
烤箱是人们广泛使用的家电之一,相比“冰洗空”,烤箱的结构、制造工艺相对简单。主流烤箱的外观件,大多为金属钣金,包括外罩、底板、顶板、门体以及侧板“五件套”。
下面结合公司自主研发的行业完善、齐全完整的适合于整个冲压行业不同本体的产品线,如摆臂式、连杆式、独立式、二/三次元、关节式等机械手或机器人,并充分结合冲压场景模具工艺与冲床多工序布局特点,提供高效的低成本、高效率自动冲压解决方案,带大家看看捷瞬机器人不同系列的冲压机械手在烤箱“五件套”钣金冲压线的应用。
1.外罩“连杆式”机械手生产线
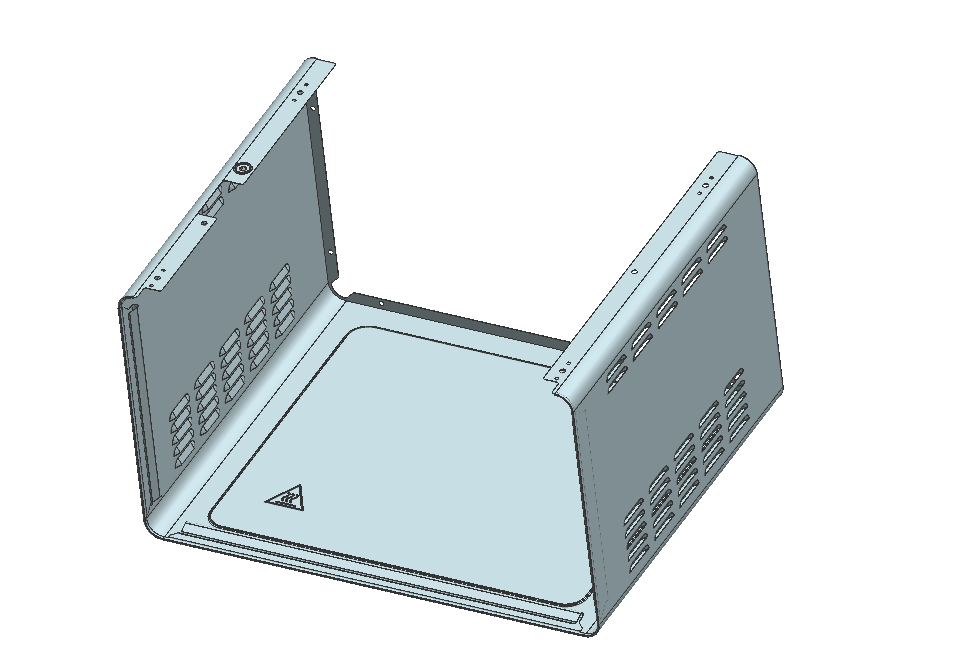
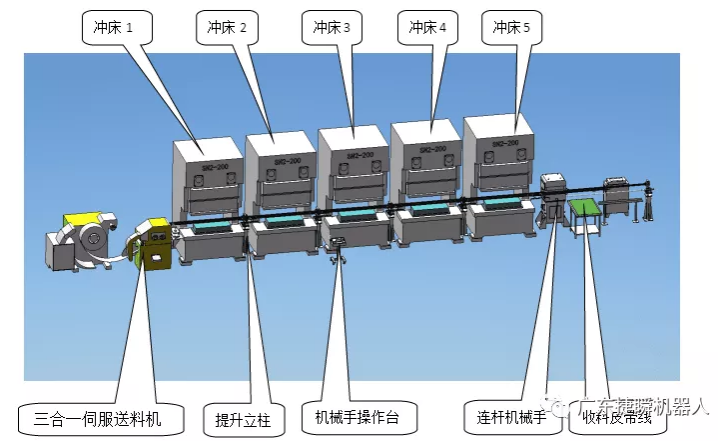
工艺流程:伺服片料机→机械手抓取→冲床1→机械手抓取→冲床2→机械手抓取→冲床3→机械手抓取→冲床4→机械手抓取→冲床5→机械手抓取→收料皮带线。
我司配套设备:1套连杆式机械手+1条收料皮带线。
特点:适合大批量单一型产品,生产效率15-21次/分钟。
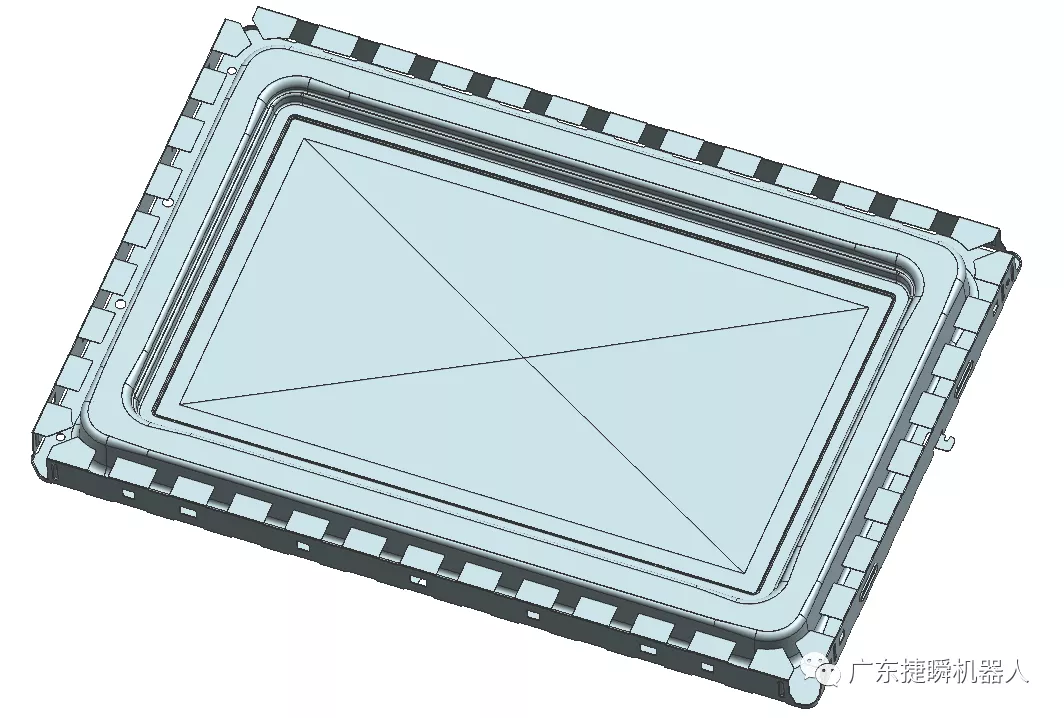
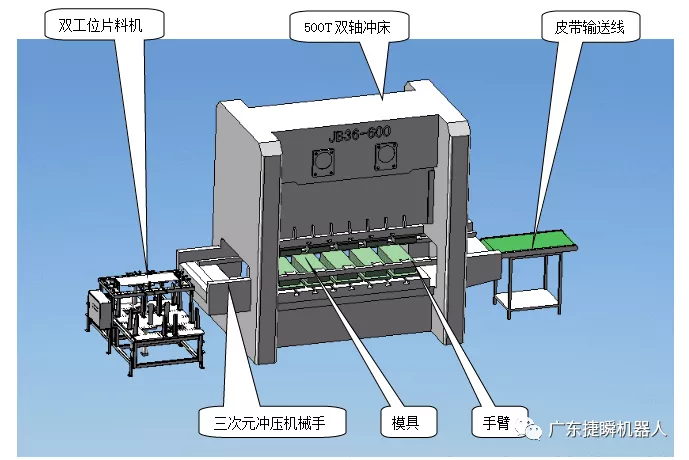
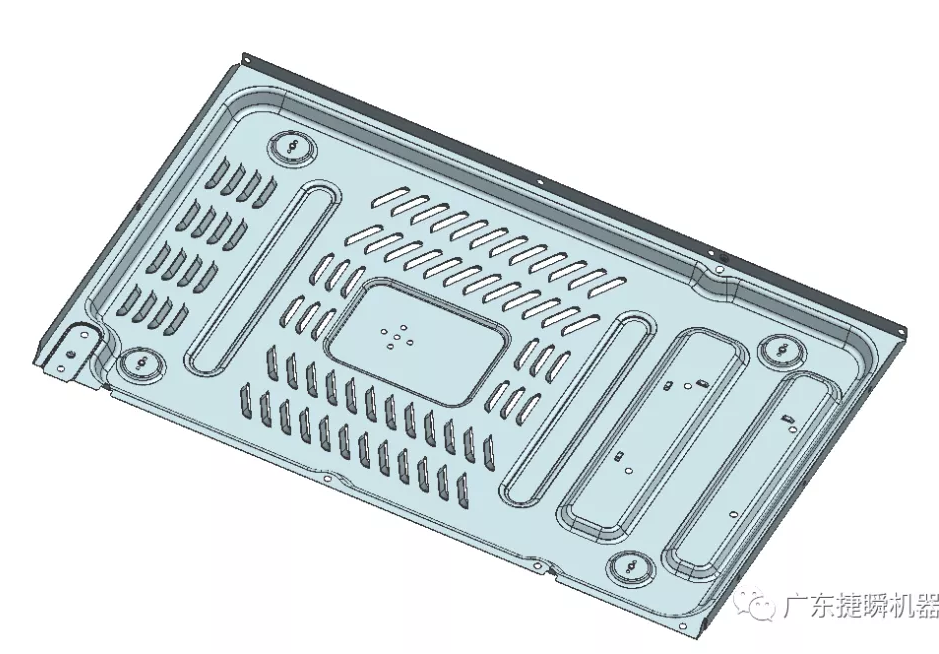
2.门体“三次元”机械手生产线
(视频)
工艺流程:双工位片料机→机械手臂→定位中转台→机械手臂→模具1→机械手臂→模具2→机械手臂→模具3→机械手臂→模具4→机械手臂→模具5→机械手臂→皮带输送线→出料。
我司配套设备:1套三次元冲压机械手+1台双工位片料机+1条皮带输送线。
特点:适合连续模具工艺,生产效率25-40次/分钟。
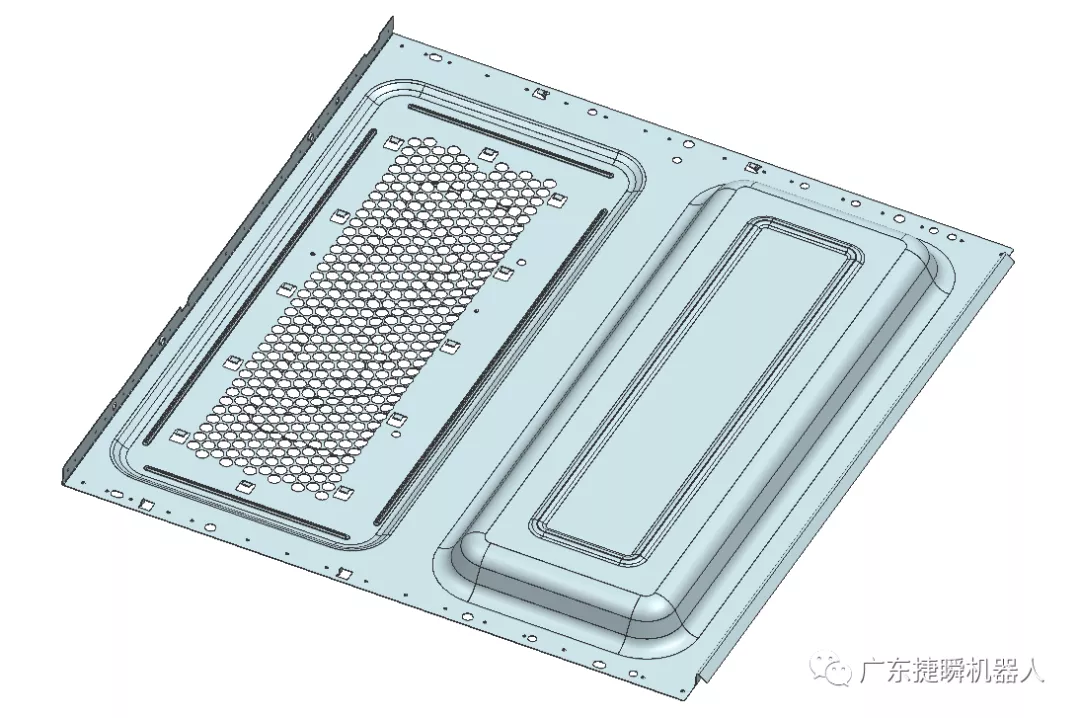
3.底板“摆臂式”机器人生产线
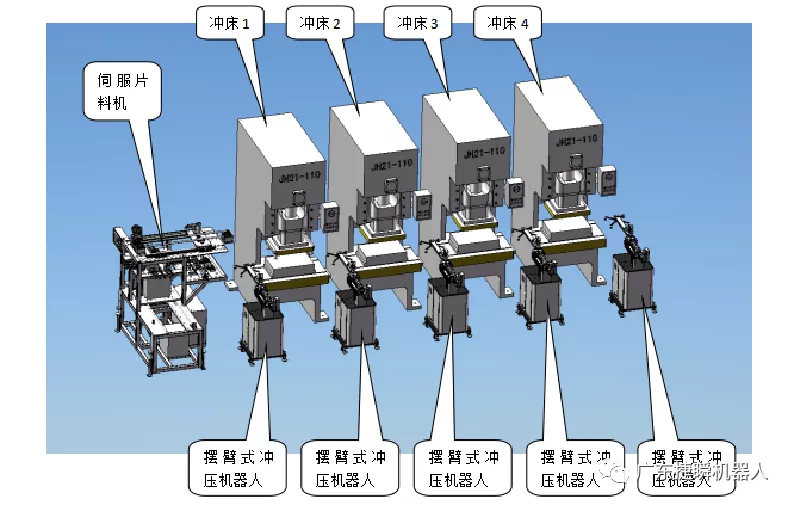
工艺流程:伺服片料机→机器人抓取→冲床1→机器人抓取冲床1完成之产品→冲床2→机器人抓取冲床2完成之产品→冲床3→机器人抓取冲床3完成之产品→冲床4机器人抓取冲床4完成之产品→出料。
我司配套设备:摆臂式冲压机器人5台+伺服片料机1台
特点:适合小批量多样型,生产效率12次/分钟。
4.顶板“关节式”机器人生产线
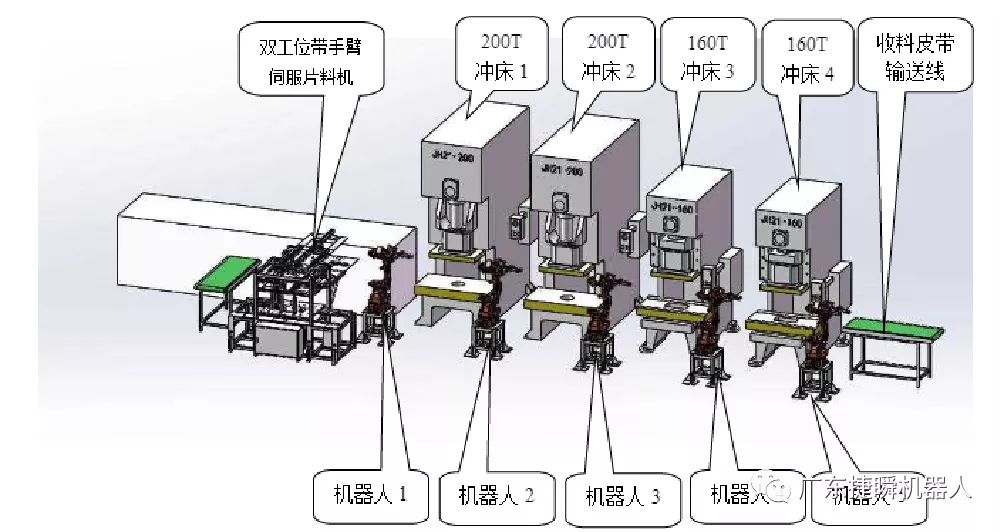
工艺流程:带手臂伺服片料机→机器人1抓取→200T冲床1→机器人2抓取→200T冲床2→机器人3抓取→160T冲床3→机器人4抓取→160T冲床4→机器人5抓取 →收料皮带输送线。
我司配套设备:5台30kg4轴机器人+5套机器人夹具+5套机器人底座+1台双工位带手臂伺服片料机+1条收料皮带输送线。
5.侧板“关节式”机器人生产线
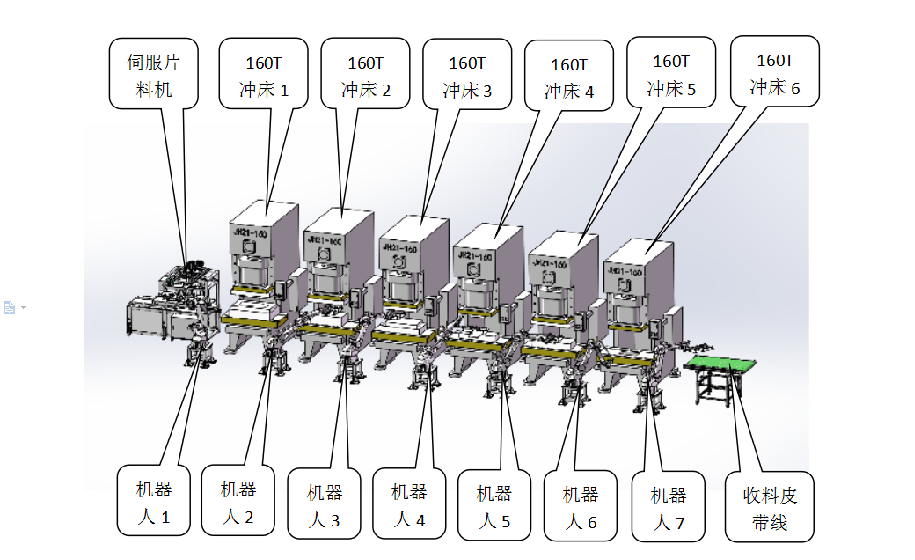
工艺流程:带抹油伺服片料机供料→机器人1抓取→200T冲床1冲压→机器人2抓取→200T冲床2冲压→机器人3抓取→200T冲床3冲压→机器人4抓取→160T冲床4冲压→机器人5抓取→160T冲床5冲压→机器人6抓取→收料皮带输送线。
我司配套设备:7台30kg四轴机器人+7套机器人夹具+7套机器人底座+1台伺服片料机。
平台信息提交-隐私协议
· 隐私政策
暂无内容
